
I. The core role of auxiliary gas
In the fiber laser cutting process, auxiliary gas is a key factor in achieving efficient and precise processing. Its core functions include:
1. Blowing off slag: high-speed airflow is used to discharge high-temperature vaporized molten metal from the cutting seam
2. Chemical reaction control: different gas characteristics are used to adjust the oxidation reaction of the cutting surface
3. Protecting the optical system: clean gas can prevent cutting contaminants from damaging the laser lens
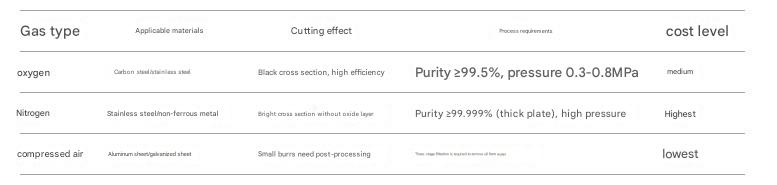
 II.Comparison of the characteristics of the second and third auxiliary gases
II.Comparison of the characteristics of the second and third auxiliary gases
III. Technical Specifications for Gas Selection
1. Application Scenarios of Oxygen
- First choice for carbon steel cutting, increasing cutting speed through oxidation exothermic reaction (flow rate requirement for 22mm plate reaches 10m³/h)
- When cutting stainless steel, it is necessary to balance efficiency and cross-section quality, and it is suitable for scenarios with low surface requirements
- Nozzle pressure gradient control: 0.3-0.8MPa on the main line → 0.02-0.05MPa on the nozzle end
2. Key points of nitrogen process
- High purity requirements: 99.999% ultra-high purity is required for stainless steel above 8mm
- High pressure supply: 1MPa or more for 12mm plate, ≥2MPa for 25mm plate
- Flow control: about 50m³/h for 3mm plate, 150m³/h for 12mm
3. Air system requirements
- A three-stage filtration system must be configured (oil removal, water removal, dust removal)
- Typical application: automotive galvanized plate cutting (cost is 60-80% lower than nitrogen)
- Composite function: undertake optical path dust removal (0.6-0.8MPa) and pneumatic clamping (0.4-0.6MPa) at the same time
IV. Selection decision tree
1. Material priority
- Carbon steel → oxygen
- Decorative stainless steel → nitrogen
- Structural aluminum → air
2. Thickness effect
- Thin plate (<3mm): can reduce gas purity requirements
- Medium and thick plate (3-12mm): need to increase gas pressure by 20-50%
- Extra thick plate (>12mm): must use ultra-high purity gas
3. Cost optimization
- Ordinary processed parts are preferred to use air
- Nitrogen + oxygen combination solution is selected for high precision requirements
- It is recommended to configure an on-site nitrogen generation system for mass production
IV. Selection decision tree
1. Material priority
- Carbon steel → oxygen
- Decorative stainless steel → nitrogen
- Structural aluminum → air
2. Thickness effect
- Thin plate (<3mm): can reduce gas purity requirements
- Medium and thick plate (3-12mm): need to increase gas pressure by 20-50%
-Extra thick plate (>12mm): must use ultra-high purity gas
3. Cost optimization
- Ordinary processed parts are preferred to use air
- Nitrogen + oxygen combination solution is selected for high precision requirements
- It is recommended to configure an on-site nitrogen generation system for mass production
V. Gas system configuration recommendations
1. Oxygen system: configure a dew point monitor (ensure <-40℃)
2. Nitrogen system: It is recommended to use a PSA nitrogen generator + gas storage tank buffer
3. Air system: must be equipped with a freeze dryer + precision filter (meet ISO 8573-1 CLASS 1 standard)
By scientifically selecting auxiliary gases, enterprises can improve cutting efficiency by more than 30% and reduce processing costs by about 25%. In practical applications, comprehensive optimization should be carried out in combination with material properties, processing requirements and cost budgets. If necessary, a mixed gas process can be used to achieve the best cost-effectiveness. If you have any needs for fiber laser cutting machines, please contact us. DADI CNC is a manufacturer specializing in OEM production.

